


 扫一扫
扫一扫

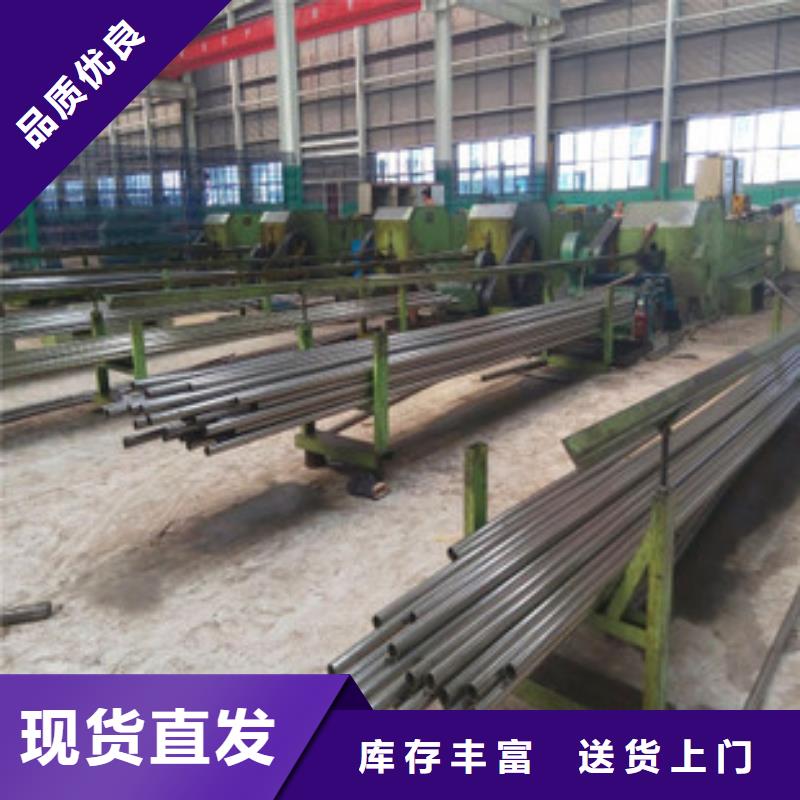
融拓金属材料(古交市分公司)秉承对 [钢管]产品达到工艺品质的j i致追求,汲取 [钢管]领域严谨的工艺标准及管理哲学,引进精尖设备,打造制造基础的硬实力;招募尖端人才,打造一支由管理人才、技术人才和营销人才为一起的高素质团队。本着“人才、技术、质量、服务”的先进管理理念,夯实企业基础。注重把好“五关”:研发新产品品质关、原材料进厂品质关、制造过程品质关、成品出厂品质关、售后服务品质关。


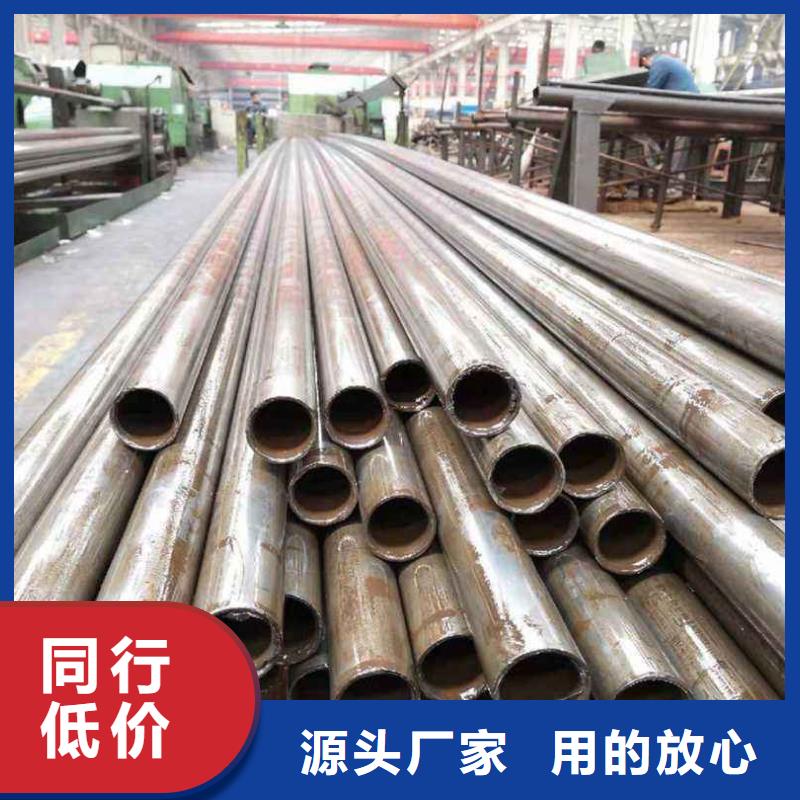
将精轧管送入精轧管机组,经多道轧辊滚压,精轧管逐渐卷起,形成有开口间隙的圆形精轧管,调整挤压辊的压下量,使精轧管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精轧管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精轧管热量过大,造成精轧管烧损;或者精轧管经挤压、滚压后形成深坑,影响精轧管表面质量。
精轧管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制精轧管温度的目的。对于低碳钢,精轧管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,精轧管温度亦可通过调节精轧管速度来实现。





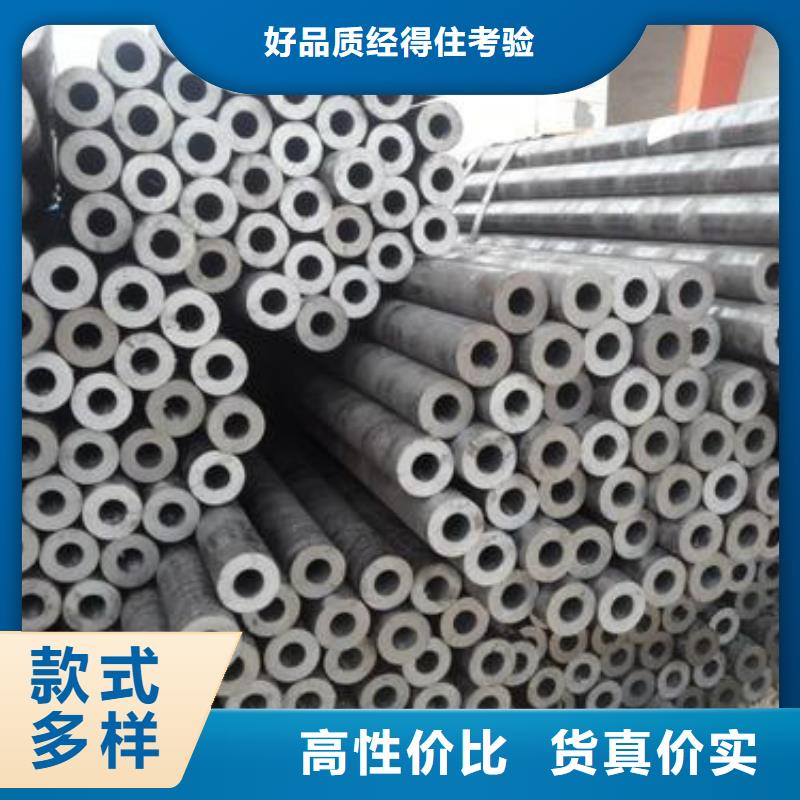
冷作硬化是一种与过程方法加强精密无缝钢管、合金的重要手段(冷加工后,强度明显提高腐烂或合金后),然后是冷冲压工艺方法可能的前提下,有利于形成和不锈钢管的加工,合金金、不适合通过热处理强化。冷拔后,滚动和喷丸处理,可以显著提高表面强度精密无缝钢管材料,零件和部件;
该部分应力,往往超过材料屈服极限的局部应力的某些部分,塑性变形引起的,由于加工硬化限制继续塑性变形的发展,可以提高零部件的度;精密无缝钢管零件在冲压,塑性变形强化的陪同下,转移到周围的非硬化的部分的变形。通过这样反复交替过冷冲压变形得到均匀截面;
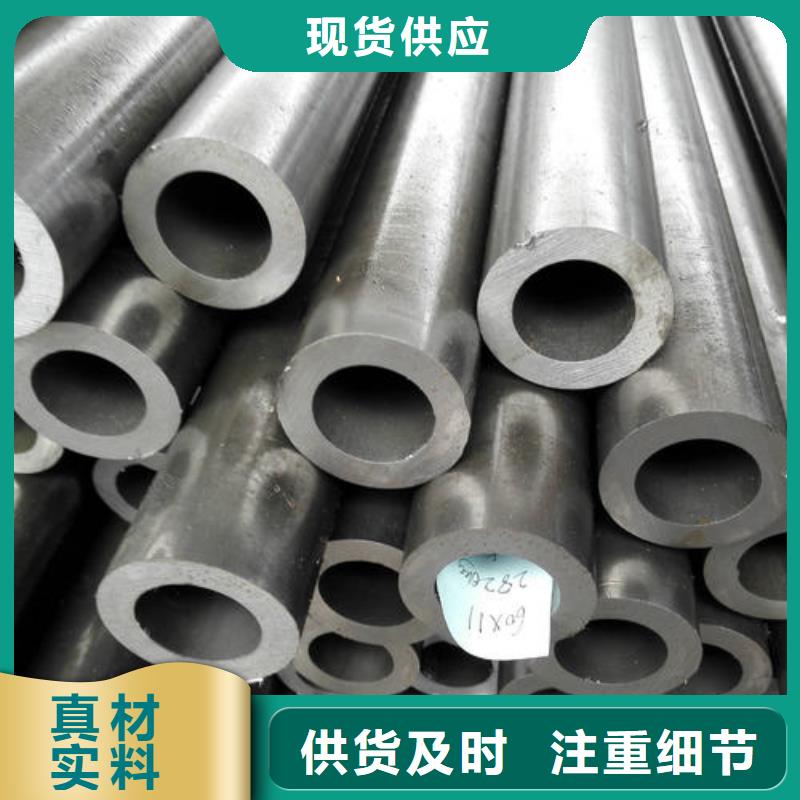
它可以提高低碳钢的切削性能,切削易分离。但工作的精密无缝钢管进一步加工困难的硬化。如冷拔钢丝,由于加工硬化进一步能耗高的画,甚至被破坏,因而必须通过中间退火加工硬化,然后绘制。当切削硬脆工件的表面层,和增加切割速度的切削力,刀具磨损等。冷轧精密无缝钢管具有内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口压扁无裂缝、表面已作防锈处理等特点,主要用于机械结构、液压设备及汽车摩托车的气动或液压元件,如气缸或油缸等。

技术支持:s797.com