【 焊管今日新品】的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、全面的产品形象。
以下是:【 焊管今日新品】的图文介绍


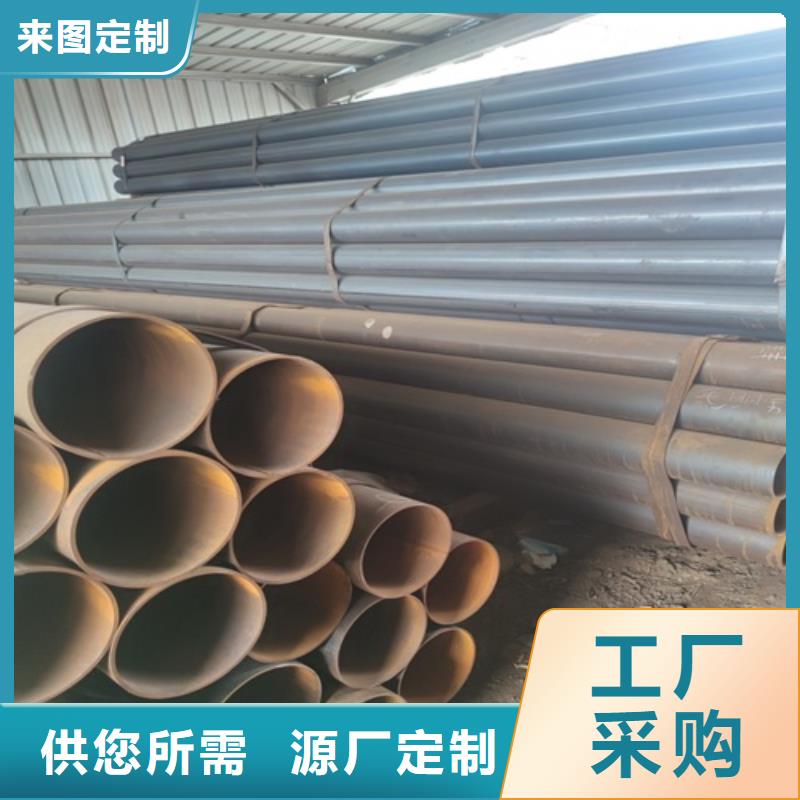
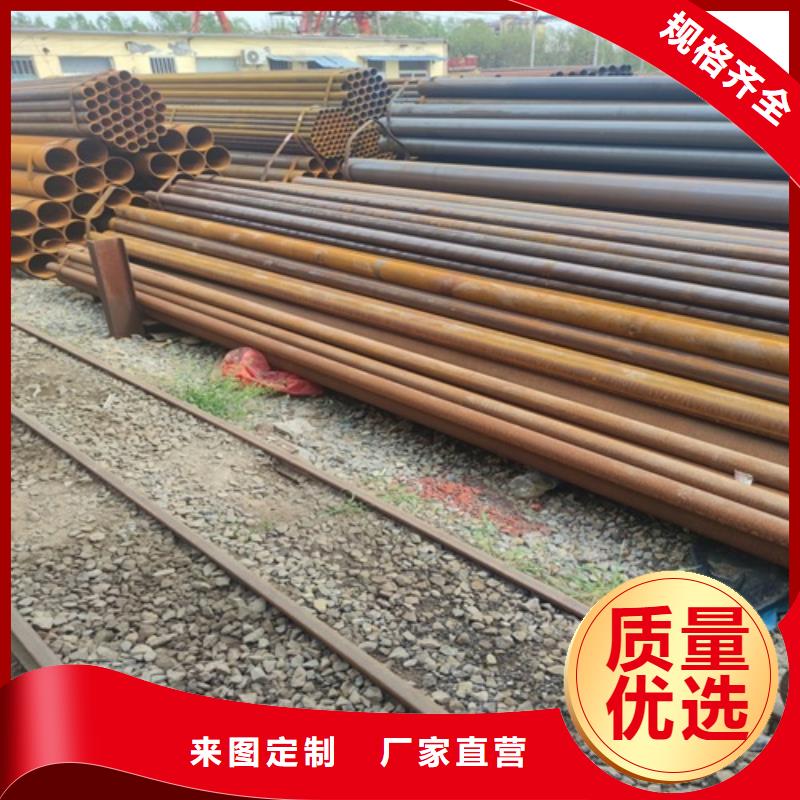
Q345E焊管国标标准 Q345E焊管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。Q345E焊管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。 较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。 生产流程 Q345E焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。 直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。 补充:Q345E焊管是用带钢焊接的,所以在原来它的地位没无缝管高。 Q345E焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。



鹏鑫钢铁有限公司秉承“创新理念、追求卓越、迅速改善、永续经营“的经营理念;并以“质量为先”,“顾客的满意是我们的荣誉”作为我们永远不变的质量政策;以爱护环境、回报社会、关爱雇员等社会责任为己任;把“诚信、负责、创新、团队”作为不断的追求和目标。 凭借“攀登高峰,超越自我”的精神。公司正以崭新的姿态,向 宁波余姚无缝钢管产业结构化,规模化,为宗旨的现代化企业迈进。



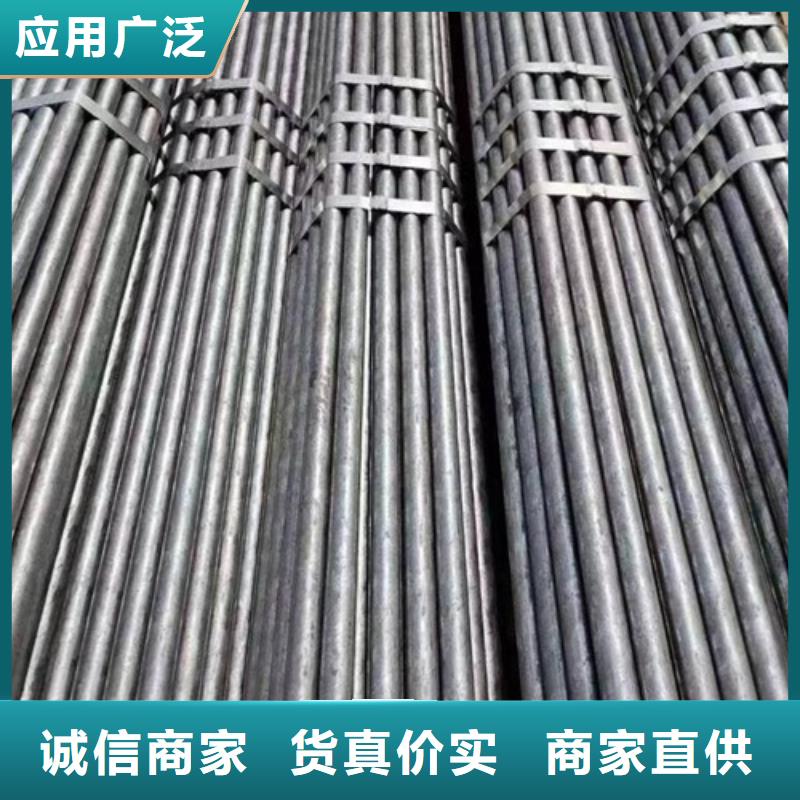
宁波余姚直缝焊管清洗方法 宁波余姚直缝焊管如果生锈会影响其正常使用,发现直缝焊管如有锈蚀,需及时清理。下面是一些清理直缝焊管的方法: 一:首先我们能够运用溶剂或者是乳剂来清洗直缝焊管的外表,这种方法关于直缝焊管外表所存在的油和油脂或者是尘土、等有机物是十分有效的。 二:其次关于直缝焊管外表生锈的状况我们能够用钢丝刷等东西对直缝焊管的外表进行打磨,从而达到除锈的目的。 三:还能够选用喷射的方法,运用这种方法不光能够彻底的清除铁锈、氧化物以及污物,而且直缝焊管在磨料凶狠的冲击下和磨擦力的作用之下,还能够到达所需求的平均粗拙度。



Q345C焊管详解:按制造方法分为热轧(挤、扩)钢管,冷拔,精轧等。交货状态:钢管经热处理并酸洗交货,凡经过整体磨、镗或经保护气氛热处理的钢管以及供机械加工用的钢管可不经酸洗交货(在合同中注明) 1、 液压试验:钢管应逐渐进行液压试验,不得出现渗透。公式计算公式:P=2SR/D P—试验压力(Mpa) S---钢管公称壁厚(mm) D—钢管公称外径(mm) R—允许应力 2、压扁试验:外径大于22mm,并且壁厚小于10mm的钢管进行压扁试验,公式为:H=(1+a)S/a+S/D H—平面距离 S---钢管的公称壁厚 D---钢管的公称外径 a—单位长度变形系数为0.08,当S/D大于等于1.25时为0.07,压扁试验不得有裂缝和裂口。 3、卷边试验:卷边宽度不得小于公称内径的12%,也不得小于公称壁厚的1.5倍,卷边角为90度,卷边后式样卷边处不得出现裂缝和裂口。 4、弯曲试验:外径小于等于22mm的钢管应进行弯曲试验,弯曲角度为90度,弯心半径为钢管外径的6倍,弯曲处不得出现裂缝和裂口, 5、扩口试验:壁厚小于8mm的钢管可进行扩口试验,顶心锥度为30度,45度,60度中的一种,扩口后试样上不得出现裂缝和裂口。




 扫一扫
扫一扫